Hoist and Trolley
- 1-ton or 2-ton hoists and trolleys are available.
- Load-tested and certified bag adapters.
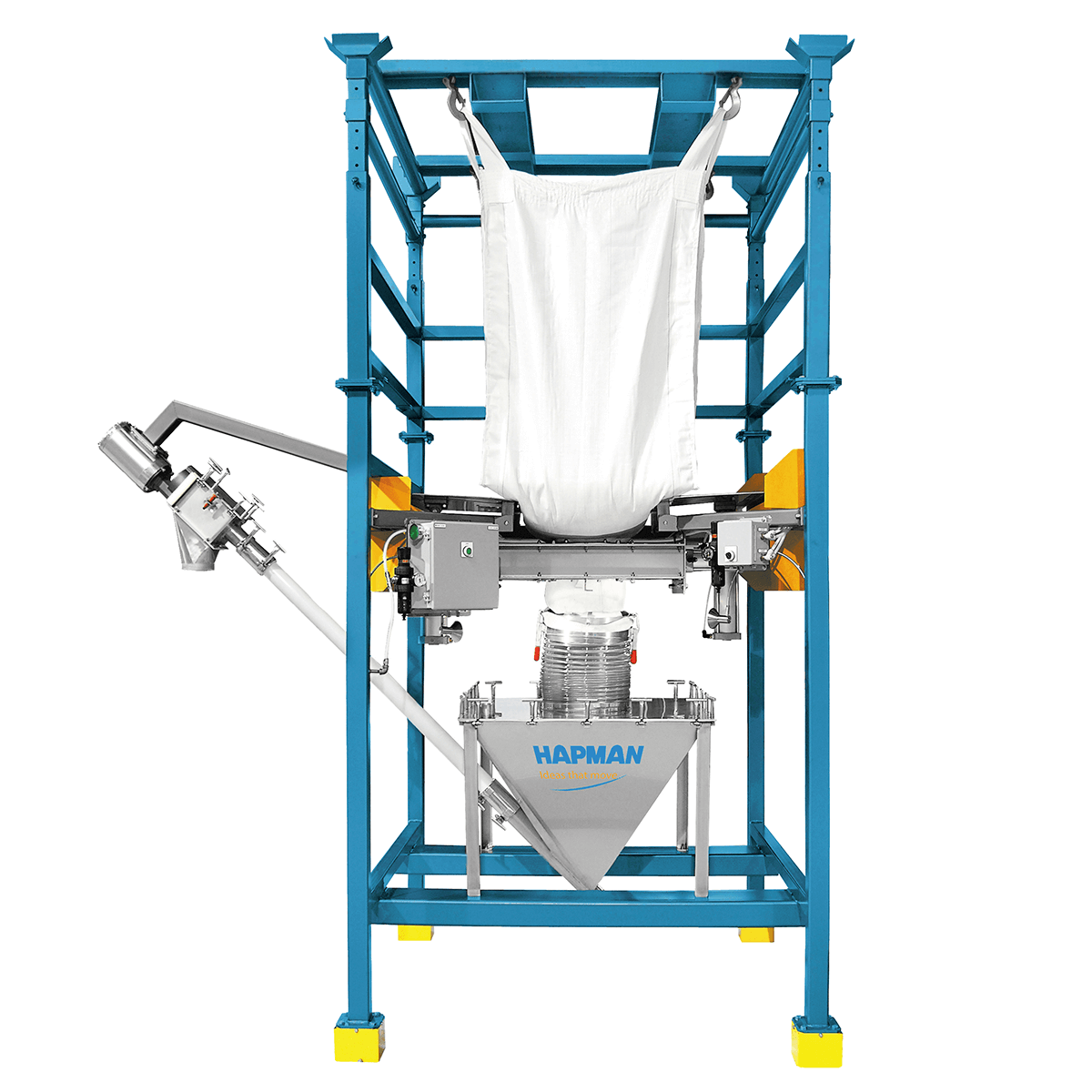
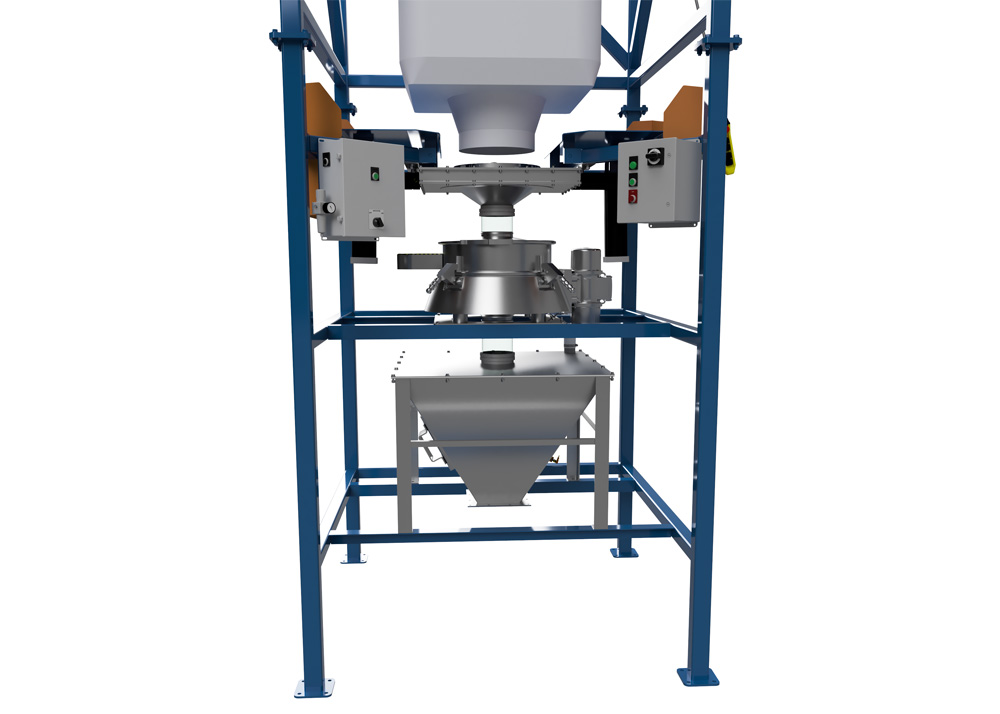
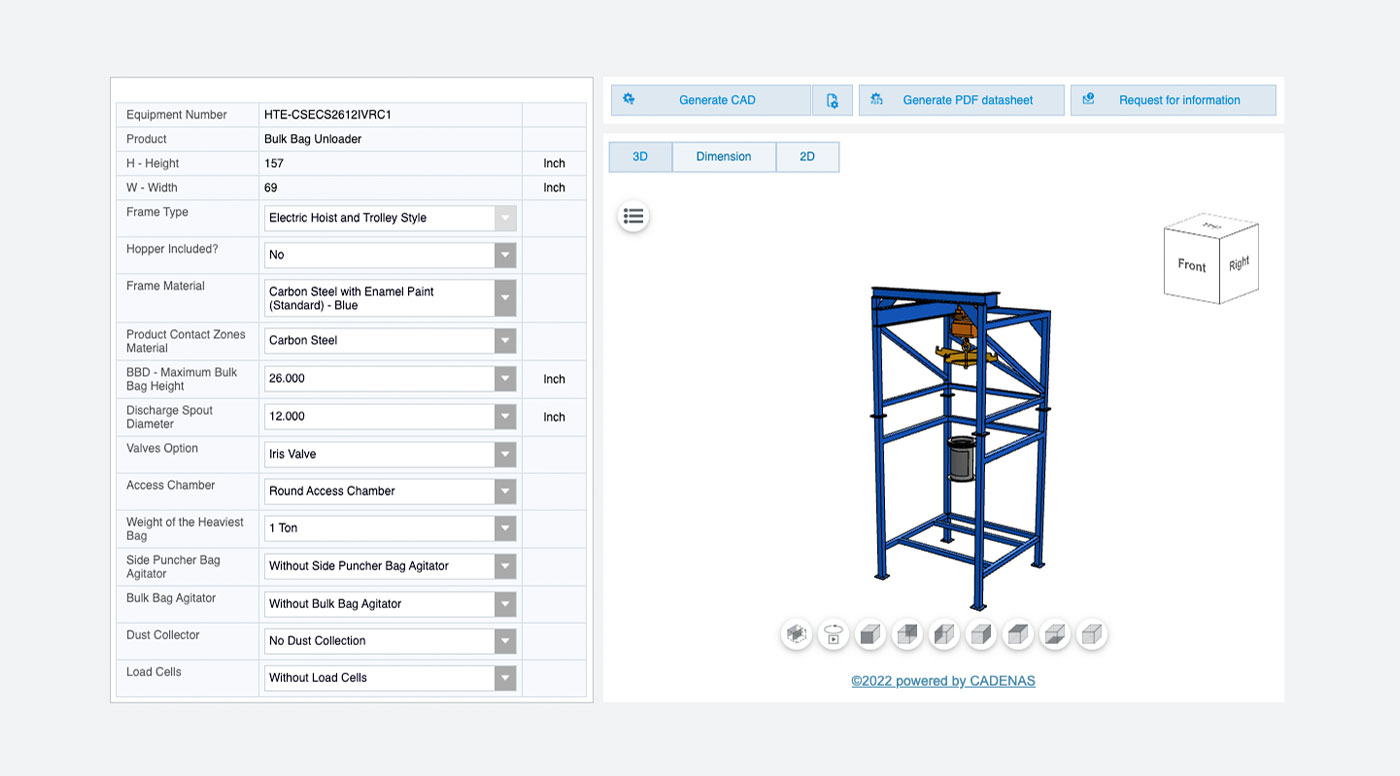
Hapman’s Bulk Bag Unloaders are designed and built to maximize the efficiency of your bulk bag unloading operation. The availability of multiple models and options ensures the right customization to meet your exact needs.


Engineered with heavy-duty 3″ tubing construction for durability. Its adjustable heights accommodate various bag sizes effortlessly. With a wide range of add-ons available, customization is seamless to suit any application. Enhance productivity with integrated features such as dust control systems and vibration devices.


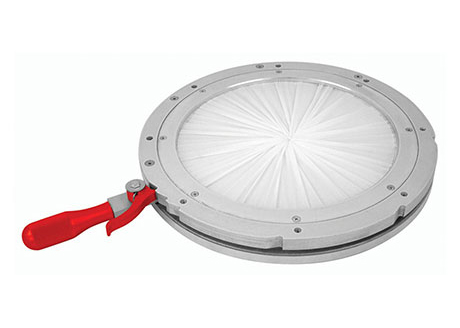
Designed to gently control the discharge of free flowing powders, granules, and pellets while untying the bag. However, the spout cannot close when full of material.
If the bag spout needs to be closed while the material is still in the bag, the Pneumatic Pinch Valve is recommended.

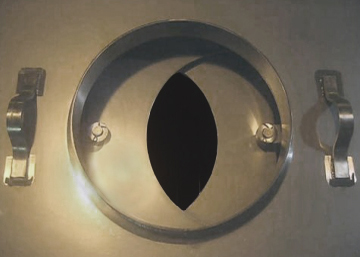
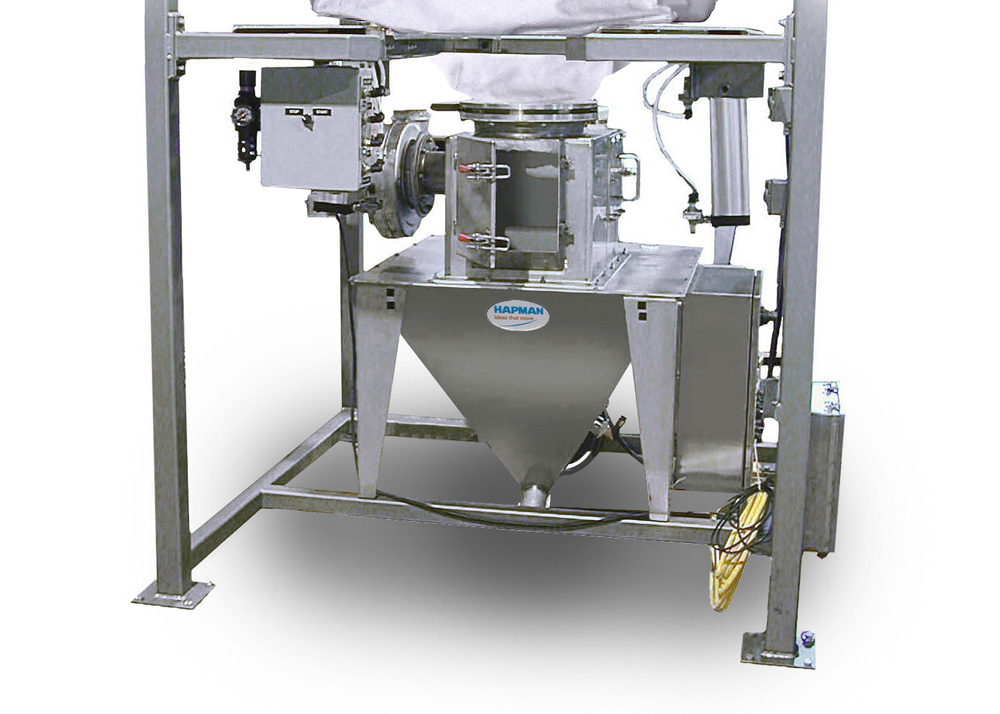
Used for untying the bag spout. Common for most application, this safety enhancement reduces dust exposure.
Pierces the bulk bag as it is lowered into the hopper allowing for material to flow. For single-use bags.

Provides a dust-free seal.

Allows for the introduction of small ingredients into the process.

Built with heavy-duty locking casters for safety, our portable base allows for movement from process to process
A versatile, high capacity, easy clean screening vibratory sieve where space is restricted.

Load cell are mounted to the bottom on the frame to monitor material output.
Reverse pulse filter cleaning helps keep materials in your process stream instead of removing them to a remote collector.

Keep your employees safe: prevent exposure to dust and hazardous materials in the workplace
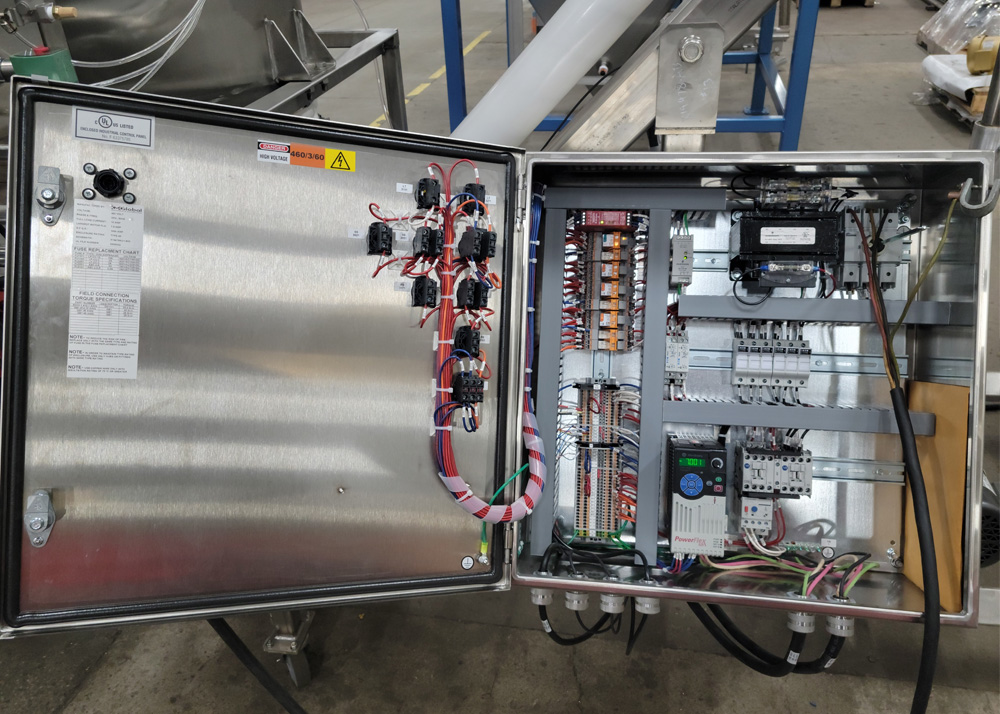
Our in-house engineering team and panel shop supply standard configurations as well as custom packages for automation process optimization.

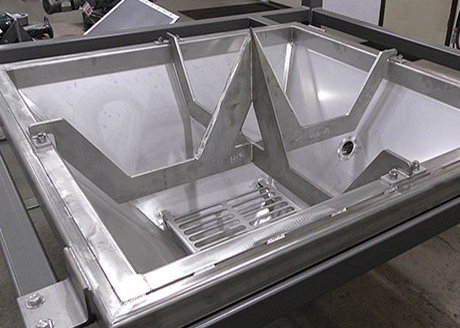
Enhance material flow with pneumatic massage paddles that gently lift the bottom of the bulk bags toward the spout, aiding material discharge.
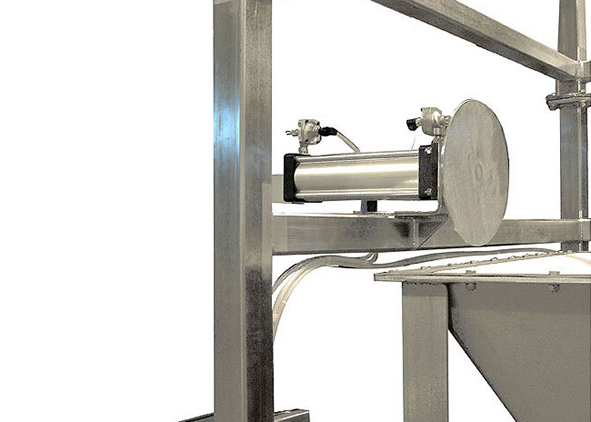
Keep materials flowing smoothly with side puncher paddles. Say goodbye to clumping and blockages as these paddles promote continuous material flow, preventing any bridging issues during discharge.

Frame mounted discharge pan with rubber vibration dampers and an electric vibrator to aid in material discharge
Use the Hapman Configurator for on-demand access to design custom solutions for your application and immediately obtain reference models and drawings.
Our Performantee is a 100% operational guarantee that you will be fully satisfied with the performance of our equipment, and that it will achieve the specific results for which it was designed and manufactured. If not, we will revise or repair it to deliver the results we promised.
Have Technical Questions About Our Bulk Bag Unloaders?




