Project Management
From budgeting and concept to start-up and commissioning with zero added cost. We will also work collaboratively with architects and Engineering and Construction firms.
Flow dynamics, material characteristics, capacity, safety factor, operating costs, future consideration, budget, timeline, tolerance, controls requirements, and maintenance are just some of the many dimensions we evaluate when designing a system that best fits your needs.


Accelerate your business growth with our expert material handling solutions. We understand your need for robust
resources that enable you to achieve your production goals. Our industry leading knowledge empowers us to design and build a comprehensive material handling system tailored to your unique requirements. Rest assured, we back our expertise with a guarantee, ensuring your utmost confidence in our services

From budgeting and concept to start-up and commissioning with zero added cost. We will also work collaboratively with architects and Engineering and Construction firms.

Design Collaboration
While systems are typically at least 50% Hapman equipment, we will help coordinate with third-party vendors, taking the burden off you to validate other equipment.
Engineering Support
Our engineering team consists of mechanical, electrical, and project engineers, each team member working with you, and for you to ensure equipment and controls will all work together as one.

Technicians will work diligently through an itemized list, developed over years of experience, aimed at enhancing the fit, form, and function of your equipment. Upon completion of the start-up / commissioning of the system the Hapman Technician will train your selected personnel on the proper operation, maintenance, and troubleshooting techniques.

Maintenance and Technical Support
Global maintenance and technical support after installation and 24/7 emergency maintenance.
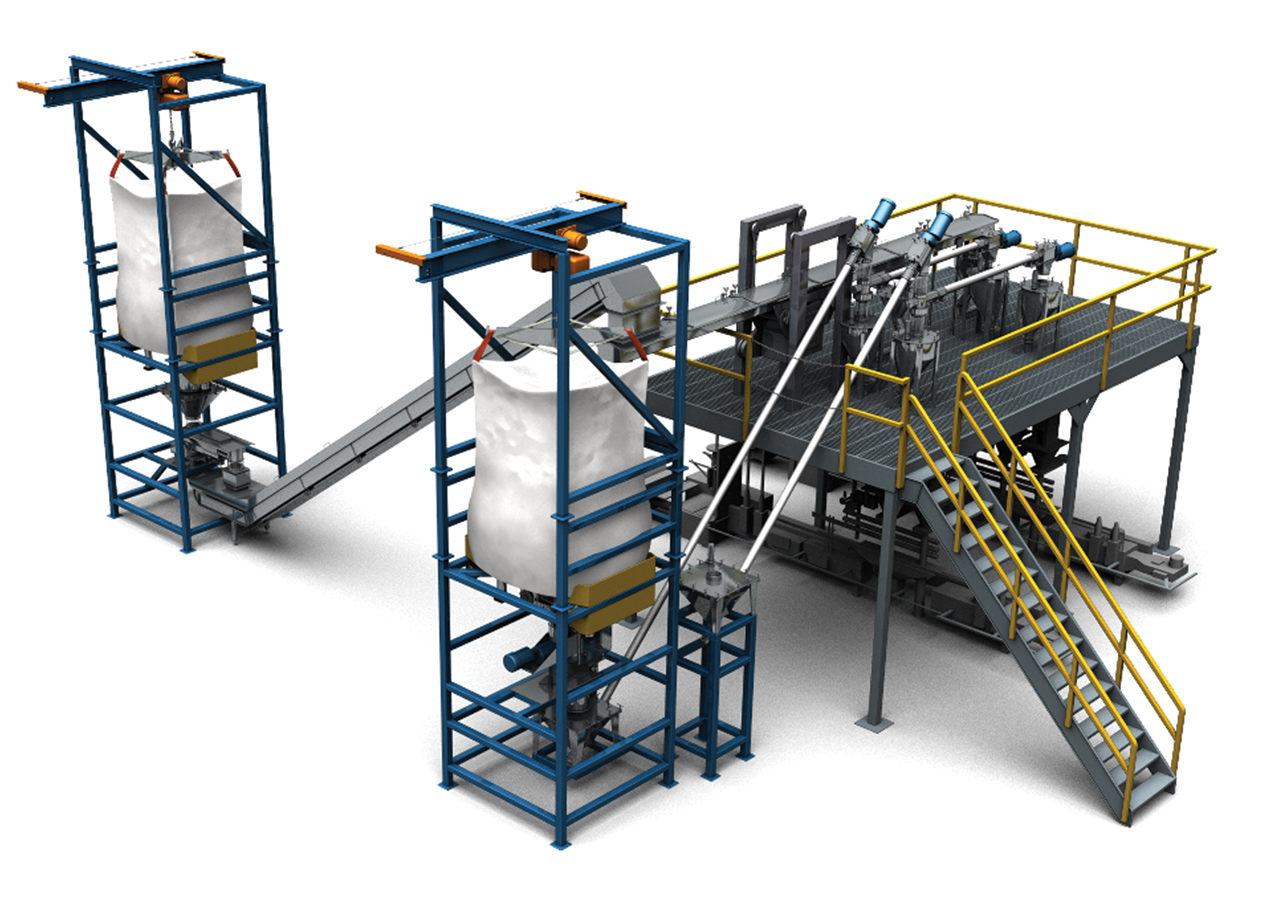
Materials: Dried Fruits, Oats, and Sugars
Challenge: Our customer secured a new large client to deliver a consumer breakfast product.
Application: Two Bulk Bag Unloaders with pneumatic agitation, discharge material from the bags. To break up the clumps, a Lumpmaster is in place at the discharge of the bag. Conveyors include a Slipstick, from a sister company and two Helix Flexible Screw Conveyors. These feed two additional conveyors on top of the mezzanine. System controls make sure the ingredients are accurately distributed to the packaging line below.
Material: Lithium
Challenge: Automate a labor-intensive mixing process of combining dry materials with neutralization properties with process water for wastewater treatment in order to reduce costs as demand and price for Lithium escalated.
Application: A bag dump station with dust collector, empties into a feeder hopper which meters flow of dry material into our exclusive Solidquid eductor system. The eductor combines the dry material with the dirty process water to make a slurry which is pumped to one of two mixing tanks where further blending occurs.

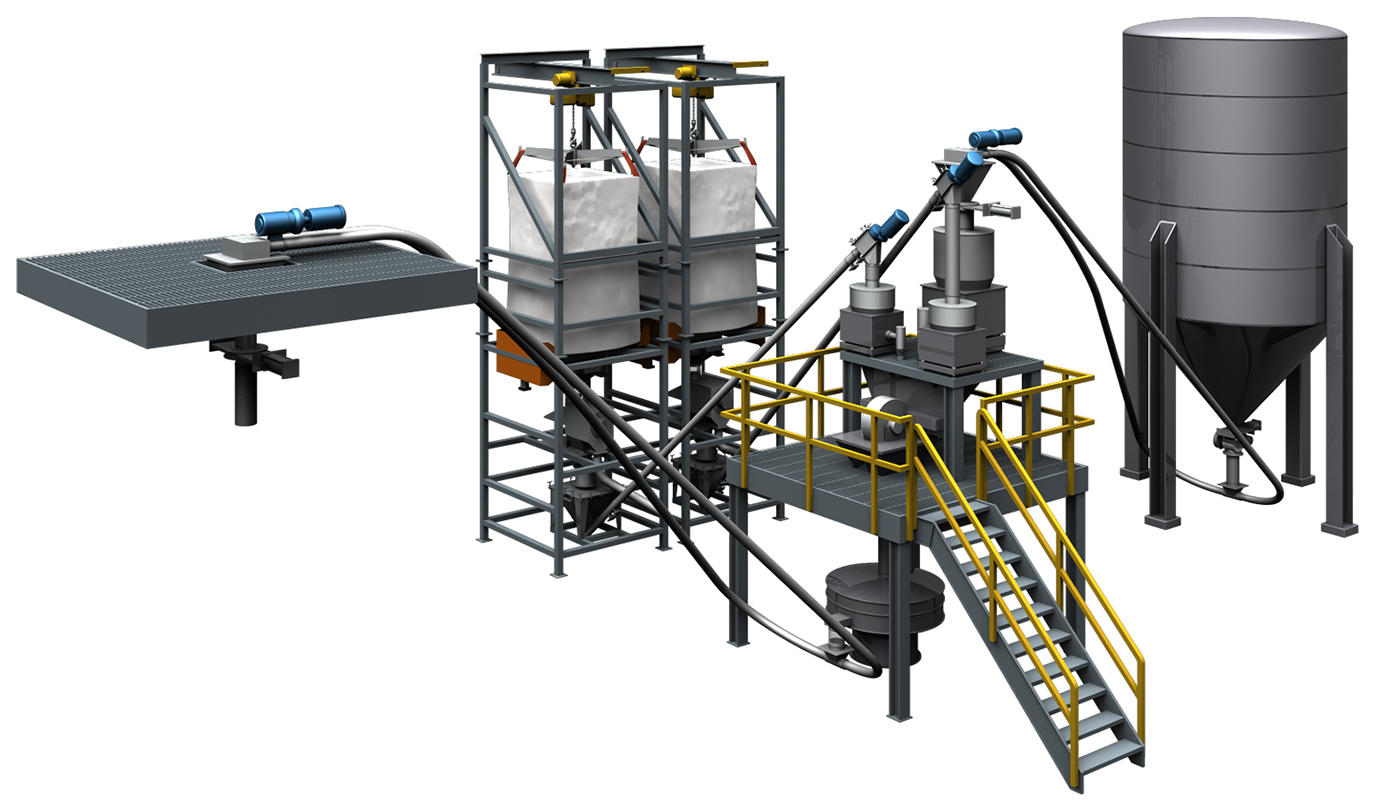
Material: Minerals
Challenge: Customer produced bagged fertilizers and needed to expand packaging to meet growing demand.
Application: Each material is accurately metered with our gravimetric feeders. Material is conveyed, on demand from the Bulk Bag Unloaders using the Helix Flexible Screw Conveyor, and from the storage silo using our Tubular Drag Conveyor. The metered material is discharged from each feeder into a mill below the platform where a second Tubular Drag Conveyor takes the blended material to a load-out station outside the building.
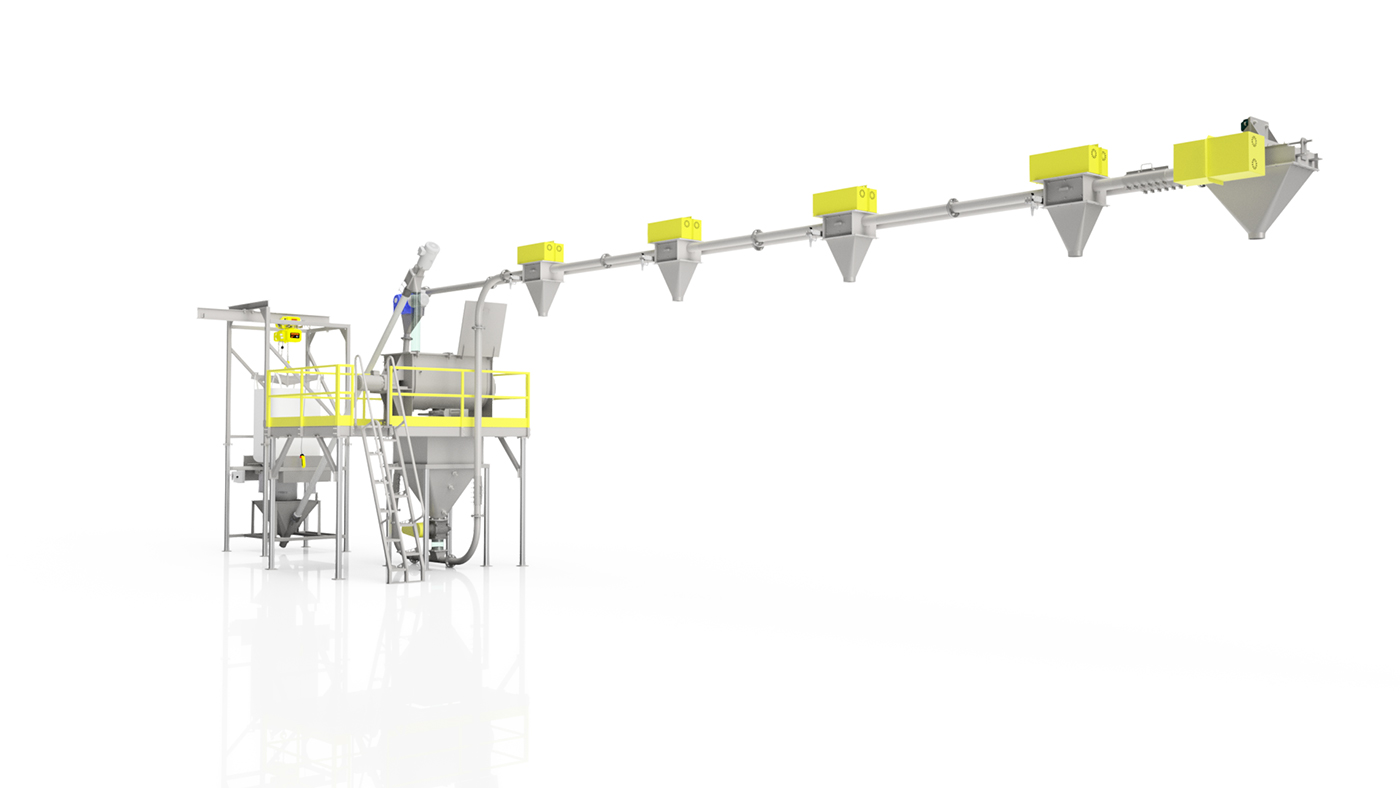
Material: Corn Meal
Challenge: A new plant required a system for their cracker production.
Application: A Bulk Bag Unloader empties into a hopper. When a batch is required, the Helix Flexible Screw Conveyor will run until the correct weight is achieved in the mixer. The mixer will discharge into a surge hopper when the hopper reads low level. Material will be stored until one of the four extruders call for material at which time the appropriate discharge gate will open, Tubular Drag Conveyor will start, and material will transfer until extruder is full.
Have Technical Questions About Our Full Systems?



