
INDUSTRY
CHALLENGE
A perpetual challenge in the chemical industry has been finding an ideal way to effectively mix solids and liquids to create optimal slurry – and at the same time, utilizing the least amount of floor space, energy and human resources.
One of the perpetual challenges in the chemical industry has been finding an ideal way to effectively mix solids and liquids to create optimal slurry – and at the same time, utilizing the least amount of floor space, energy and human resources.
The most common method for combining powders and liquids is to introduce the powder into an agitated tank that has been filled with the liquid component. The typical process for this is to have an operator manually open the tank hatch, lift the bag of powdered product, slit it open, and then dump the dry contents into the tank. The mixture is then blended through the agitation process. The disadvantages of this method are that it produces substantial dusting, creates inefficient liquid-to-solids contact, and is labor intensive.
Dusting creates significant housekeeping issues, and can potentially affect a company’s Certified Good Manufacturing Practices, (CGMP). Another critical element of dusting is that many applications use caustic and/or hazardous chemicals, raising exposure issues. This concern increases when human operators are involved in the handling and dumping of powder bags into the mixing process. In addition to the risk of exposure, is the physical risks of climbing a ladder while carrying bulk bags to a raised platform, or lifting bulk bags of dry product where the weight inside the bag can shift unexpectedly and cause operator injury.
In addition, the process of dumping a large mass of dry product into a liquid can cause an undesirable exothermic reaction. This chemical heat-producing situation has the potential to create inconsistent or poor quality end product. Other possible issues with this standard agitation mixing process include the insufficient wetting of powder, and the potential to create a major process bottleneck when uniform blending requires substantially more time.
THE NEW RESOLUTION
The good news for process design engineers is there are now more effective methods to mixing solutions and slurries. Strategies for an optimal slurry mixing process are best done on an individual basis working collaboratively with a custom design equipment manufacturer who understands the particular challenges of the chemicals being mixed, and how to efficiently address them. Some basic process design concepts are described within this article, with the understanding that many system variables are unique to a plant or to a process. For this reason, a standard equipment purchase may not produce the best results when processing more challenging components.
AN OPTIMIZED APPROACH
 The basis of effective dry and liquid mixing includes a wetting cone and eductor working in combination with a powder feeder (see Figure 1). The process begins with a solution that is metered, using a wetting cone to ensure good contact between the powder and the liquid. The eductor uses the flow of liquid through an orifice to create a vacuum through a calculated pressure drop. The vacuum then draws the powder and wetting solution through the eductor. The wetting stream, which is roughly 10% of the total flow before the eductor, is introduced tangentially to produce a vortex effect. The vortex allows the powder and liquid to pre-mix prior to flowing through an eductor (Figure 2).
The basis of effective dry and liquid mixing includes a wetting cone and eductor working in combination with a powder feeder (see Figure 1). The process begins with a solution that is metered, using a wetting cone to ensure good contact between the powder and the liquid. The eductor uses the flow of liquid through an orifice to create a vacuum through a calculated pressure drop. The vacuum then draws the powder and wetting solution through the eductor. The wetting stream, which is roughly 10% of the total flow before the eductor, is introduced tangentially to produce a vortex effect. The vortex allows the powder and liquid to pre-mix prior to flowing through an eductor (Figure 2).
The amount of turbulence created by the vortex effectively completes the blending process as the mixture passes through the eductor. For applications with powders that are difficult to wet, or where the powder handling can be hazardous, the best practice design uses a self-contained system for adding one or more powders with the mixing solution. This mixing method works exceptionally well in a variety of chemical processing applications. It also solves many of the common mixing challenges in the food, pharmaceutical, water treatment, and oil and gas industries.
 |  |
A CUSTOMIZABLE APPROACH
From this core mixing design, various configurations can be developed based on specific application requirements. One example is slurry, or a solution system, using multi-powder, loss-and-weight feeders coupled with a hoist-assisted bag unloader and bag dump station. The operator simply loads the bulk powder using a hoist or bag dump station. This system can be designed to deliver slurry in measured batches, or by continuous flow (Figure 3).
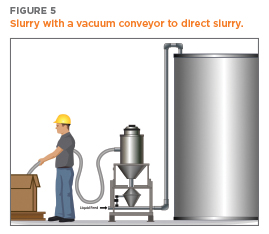
 Another option uses a helix or tubular drag conveyor to deliver the powder to the feeder, eliminating the need for manual dumping and decreasing human risk (Figure 4). The combination of a weight-and-loss auger style feeder, or volumetric auger style feeder, allows for the accurate mixing of solutions and slurries with, or without, a known concentration. Other engineered configurations are easily conceivable through design collaboration to address specific challenges presented by the chemical properties of the products being processed (Figures 5 and 6).
Another option uses a helix or tubular drag conveyor to deliver the powder to the feeder, eliminating the need for manual dumping and decreasing human risk (Figure 4). The combination of a weight-and-loss auger style feeder, or volumetric auger style feeder, allows for the accurate mixing of solutions and slurries with, or without, a known concentration. Other engineered configurations are easily conceivable through design collaboration to address specific challenges presented by the chemical properties of the products being processed (Figures 5 and 6).
When designing a new or upgraded slurry mixing system, there are several important design elements to consider. First, the viscosity of the resulting slurry or solution must not exceed the requirements of the eductor. When the viscosity is too high, a standard eductor will fail to create a vacuum, resulting in poor or no mixing. Special eductors can be used in applications where the viscosity exceeds the capacity of the standard version. Process design engineers should be prepared to work closely with equipment design engineers to ensure accurate educator sizing.

The second consideration is taking into account that the maximum allowable back-pressure is 15 psig, which can limit the vertical discharge lift height. The use of a loss-and-weight feeder, or a more cost effective volumetric feed system, permits a controlled and accurate feed for a slurry or solution. This enables virtually instantaneous mixing at any required concentration. To verify the final slurry or solution, use a Coriolis meter to detect the density, total solids, and flow rate.
SIZING EXAMPLE
 Assume application requirements of dry material additive at an accuracy of ±2% and a concentration of 7.15% by weight. The dry material is delivered in FIBCs, therefore, a system featuring a combination bulk bag unloader with a feeder, and an eductor with a wetting cone was recommended (Figure 3).
Assume application requirements of dry material additive at an accuracy of ±2% and a concentration of 7.15% by weight. The dry material is delivered in FIBCs, therefore, a system featuring a combination bulk bag unloader with a feeder, and an eductor with a wetting cone was recommended (Figure 3).
Based on the above specifications, the flexibility of an eductor system proved beneficial for several reasons. An eductor type mixing system can be used on a batch or continuous basis. A continuous process can control the concentration based on outside requirements, such as pH, conductivity, flow, pressure, temperature, and rate of reaction.
A batch system can also be adjusted from one batch to another varying the concentration of the solution or slurry. The bulk bag unloader was included in the system and put on load cells to correctly measure how much material was delivered over time. To help the producer design an optimal system for their application, Hapman first established a materials rate to determine the most efficient size for the feeder and the eductor. The bulk density of the material – diatomaceous earth – was stated as 16 lbs/ ft3. The rate was determined to 22 ft3/hr to successfully achieve a concentration of 7.15%. The following steps were used to determine feeder and eductor size:
- Determine the feed rate required (22 ft3/ hr) and select the feed rate, (see Table 1 below).
- Select the maximum discharge pressure required (5 psig). NOTE: Using the standard educator, the maximum pressure drop allowed is 5 psig.
- If the feed rate is in excess of 24 ft3/ hr, or the maximum discharge pressure is not acceptable, then find the appropriate multiplier and divide that multiplier by the actual rate, (see Table 2 below).
- Use the multiplier to find the required liquid flow rate.


The data from the producer’s application is shown in tables 1-3. The selected eductor is 1”, to meet a feed rate of 10 gpm, with a not-to-exceed 5 psig back pressure on the discharge of the eductor. Because of the abrasiveness of diatomaceous earth, stainless steel construction was selected for the system.
Next, the auger size of the feeder was determined, based on feed/dosing rate, (see Table 3 below). An appropriate nozzle was then selected to match the screw.
The final step was to determine if the system should be controlled by volume or by weight. Because of the application’s need for accuracy, a weight-based system was selected. Though more expensive and complex than standard volumetric controls, a weight-based system allows for ± 0.5% accuracy. A volumetric control has an accuracy margin of between ± 2% to 5%, and would not have worked with this application’s process specifications.
SUMMARY
This example demonstrates how an eductor-based mixing system can effectively handle a wide range of materials, and how overall process optimization can be achieved. In addition, the eductor mixing system offers increased efficiencies over a conventional system of mixing by allowing solutions and slurries to be made on demand – as opposed to pre-mixed in large holding tanks. Another important benefit is the system limits exposure to operators, and mitigates issues of delivering solid material in a large vapor space.
The design flexibility of an educator based mixing system offers a high level of customized configurations. This allows process design engineers the opportunity to efficiently and effectively meet the demands of a facility’s many different raw material handling needs.